
What is Induction
brazing?
Brazing uses heat and a filler metal (alloy) to join metals. Once melted, the alloy flows between close-fitting base metals (the pieces being joined) by capillary action.
This molten filler alloy interacts with a thin layer of the base metal to form a strong, leak-proof joint.

Types of braze joints
There are many kinds of joints, but most braze joints are variations of one of two basic types – the butt joint and the lap joint.
A joint’s strength depends largely on the bonding area, which can be thought of as the overlap zone where two surfaces of base material rest against each other. The greater the bonding area, the higher the strength.
Heat sources and brazing methods
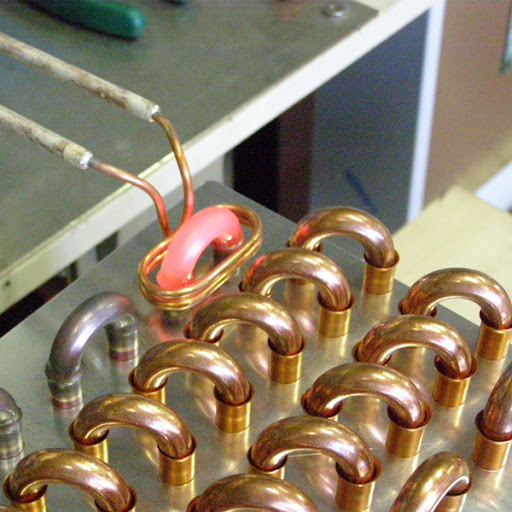
Different heat sources can be used for brazing:
• Induction
• Resistance heaters
• Ovens and furnaces
• Torches/flame
There are three common brazing methods:
• Capillary
• Notch
• Moulding
Induction brazing is concerned solely with the first of these.


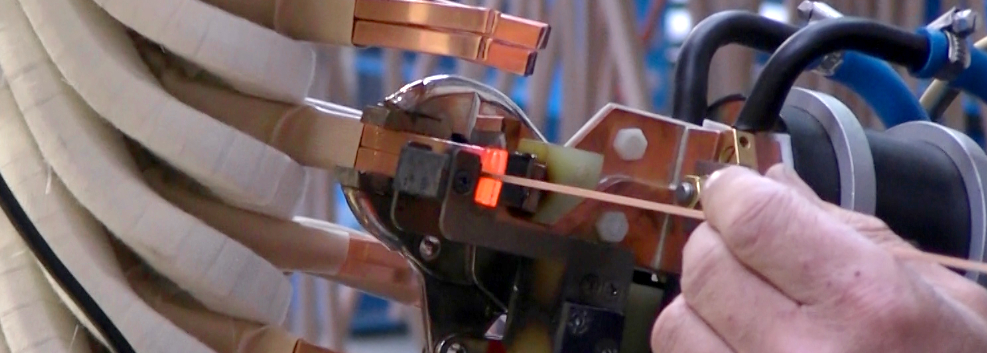
Soldering
Induction heating is also used in soldering, a process similar in many ways to brazing. The former process, however, uses much lower temperatures (below 450°C) than brazing (typically 450 – 1150°C).
But induction soldering offers many of the same benefits as induction brazing: high heat density, short heating times, minimal heat seepage to adjacent components, no-contact heating, and controllability.
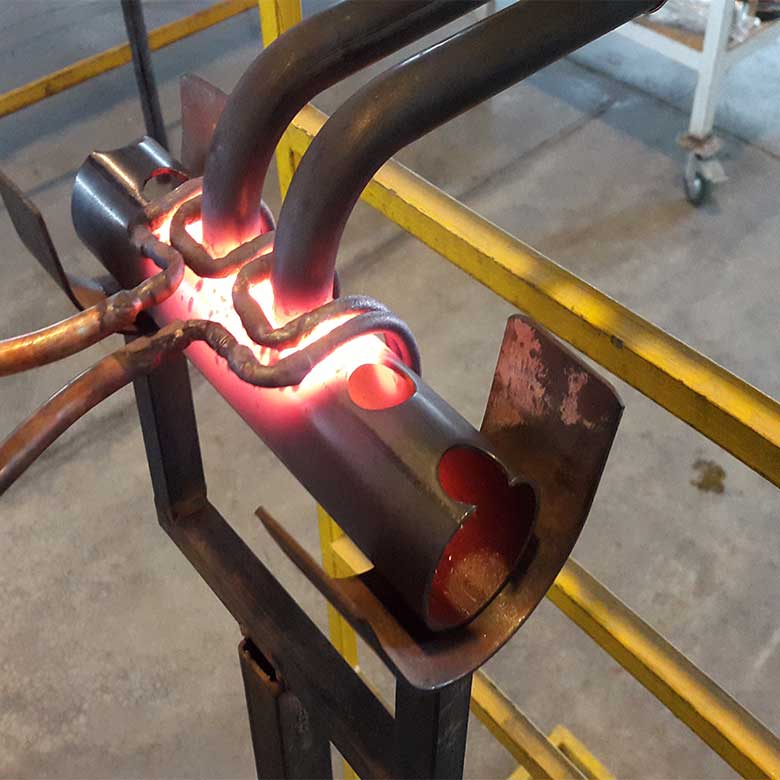
The brazing process
The induction brazing process can be broken into the following steps:
• Ensure the correct gap between the base materials
• Clean the base materials by removing residues,
oxides, etc.
• Apply flux to the joint area
• Position, and if necessary clamp the parts
to be brazed
• Apply the brazing filler alloy
• Induce the desired heat in the joint area
• Remove any remaining oxides or flux residue
Induction brazing- A guide to key features and benefits



{kind=link}
No comment